|
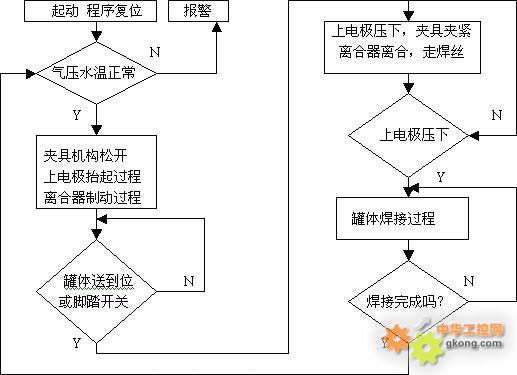
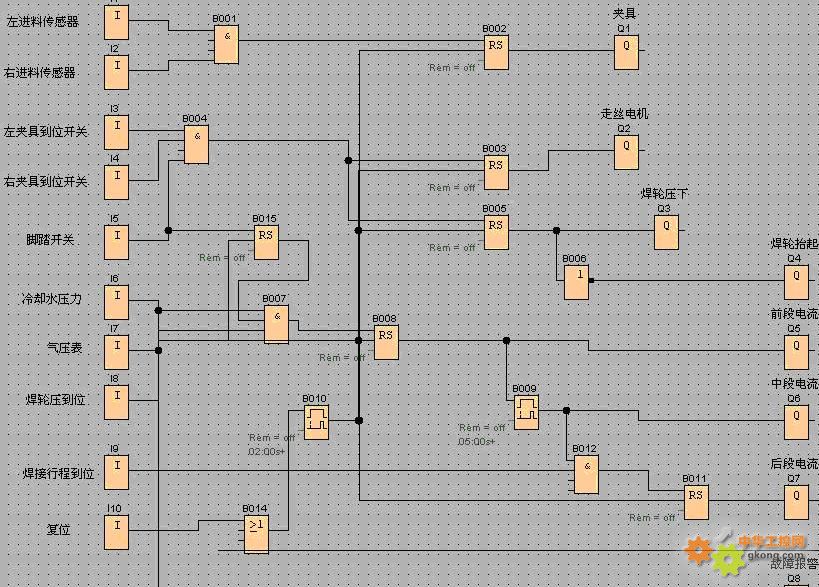
了解LOGO! 1999年我在电子与自动化杂志上见到LOGO!产品的宣传图片,这也是我使用西门子自动化的第一个产品,当时西门子产品在国内小型机电产品的应用还不是很广泛,了解到某工厂生产化工容器罐的设备--2台高频电阻缝焊机多次程序错乱故障,在维修发现是设备产生的高频谐波干扰引起的电路故障,都是专用的程序板卡,如果更换备件采购周期很长,2000年我使用LOGO!改进设备。 后来喜欢上了西门子的产品逐渐接触到S7-200、300、400、到现在的新产品S7-1200。我成为西门子自动化产品的粉丝,关注每一款新产品的发布都,并积极大胆的参加新产品推荐和应用。 选择LOGO! 10年前,在包装行业中生产使用的国产自动/半自动多采用TTL/COMS数字集成电路板控制。它的功能可以区分为程序板,驱动板,触发板及保护板和电源板组成。各模板之间使用专用插座相连接,电路连线较多,通用性和灵活性比较差,同时也给维修带来了一定的困难,当采用SIEMENS LOGO!模块后,电路连接简单,抗干扰能力强,对设备的后续改造和维修非常容易。 应用LOGO! (1)应用简述 LOGO!模块是西门子公司的入门级产品,它的可靠性高,能适应强电磁干扰的场合,具有通讯功能可以在现场编程。通过航空工业总公司安中机械厂的FN10型半自动电阻缝焊机为例加以介绍,由于电阻缝焊机的工作电流较大(脉冲电流在6300A左右)并采用了功率晶体管和大电流可控硅器件。所以它工作时设备内会产生较强的电磁干扰。改进方法是:程序控制部分用西门子公司的LOGO!24RCLB11总线型模块替代原有控制部件。 上述方案已在某包装产品制造公司的技术革新中使用,并且实际运行了一年,从未出现过问题,完全可以改造现有的各种电阻缝焊机,实现低成本的设备升级,取得了明显的经济效益。 (2)工艺流程介绍 它的工作流如图书1所示。当电阻缝焊机开机进入准备工作状态时,上电极抬起,传动系处于制动状戊,夹紧机构松开,当被圈圆的罐体送到位或者踩下脚踏开关时,夹具夹紧罐体,并驱动换向阀使上电极压下,进入焊接程序--离合传动--前段小电流--中段大电流--后段小电流焊接—完成后复位为下个工件准备。五个过程。 (3)系统硬件配置 该部分主要对整个应用中围绕LOGO! 的产品硬件设计作详细的说明。 (4)软件开发 对应用中的数字量模拟量I/O分配以表格的形式进行说明,具体符号表见表格1。 表格1
(5)使用LOGO! 的体会
LOGO!模块采用简单的逻辑图编程,所谓“编程”就是输入线路。实际上程序只是由不同方式表达的方框图组成,对于一般技术人员无须学习就能应用自如。对刚接触自动化的人员是一种良好的设计工具。
图2 电阻缝焊机产品图片
图3 电阻缝焊机程序图 |