|
1 系统简介 1.1 原加碱工艺说明 发酵是生产黄原胶的其中一个重要的工艺过程,发酵过程的好坏直接影响到产品的质量和产量,在发酵的过程中,发酵物产生大量酸,影响细菌的生长和正常发酵,需要在发酵过程中加入碱液对产生的酸中和。目前,发酵过程加入碱液的方法,一般是操作工人一个半小时去取样口取样,对取样物测定PH值,测定值比目标值小,然后手动打开碱液阀,同时用秒表计时打开阀门的时间,最后关闭碱液阀。这样的加碱方法带来了一些问题,一是抽样时间过长,导致发酵罐内PH值不稳定;二是加入碱液量凭操作人员经验估计,不同的操作人员面对相同的检测值,也会估计出不同的加碱时间,三是一次性加入的碱液太多,罐内PH值变化太大,对发酵有一定影响。四是取样出来的物料受温度变化因素,动静态测量因素等影响,测量值与罐内物料的实际PH值有所偏差,影响测量准确性。由于人为因素影响,常常影响到发酵后物料的粘度,也影响了产品质量。 1.2 自控加碱解决方案 为了克服现有诸多问题,系统在发酵罐上安装PH值电极,实时采集发酵罐中物料的PH值。在工控机软件上设定加碱循环时间,系统在设定的循环时间到来时,PLC把实时PH值与设定的目标值PH值比较,如果实时值低于目标值,PLC自动会根据实时PH值与目标PH值的差值计算出需要加碱的时间值,根据计算的时间值来打开电磁阀,完成一个加碱周期。循环加碱时间可以由操作工人根据不同发酵时段物料的粘度而设定,发酵前期粘度小可以设循环加碱的时间短一些,后期粘度大可以设长些,循环加碱时间一般设3~10分钟。 系统除了可以自动循环加碱外,每个发酵罐在上位机上都保留了手动方式加碱,操作工人只需用鼠标把自动切换成手动状态,通过点击手动加碱按钮,即可打开任意发酵罐加碱的电磁阀进行加碱,并显示加碱的时间。不管是手动和自动加碱,只要加碱时物料的PH值超过了目标PH值,系统会将电磁阀关闭,以防止加入碱液过量。 为了方便企业管理和查询,系统在每一批次发酵结束后,可以点击一个按钮,即可导出整个发酵批次的PH值数据,并形成独立的批次文件。 2 系统设计 2.1 硬件部分 2.1.1 系统框图 系统框图如图1所示。 现场采集控制端由PLC,AD模块,电极,仪表和电磁阀组成,发酵罐的PH值通过AD模块送入PLC,PLC根据采集的PH值与目标PH值比较,计算出加碱的时间,以此时间长度打开电磁阀把碱液加入发酵罐中。 远程管理端由工控机组成,工控机界面显示整个车间所有发酵罐的运行状态,操作工人设定的参数和做出的命令通过工控机下载到PLC,由PLC根据程序做出相应动作。工控机软件可导出和保存每个批次的PH值数据,方便企业查询和管理。企业的电脑可以通过局域网连接到工控机上,可以在远程进行监控车间生产状况。 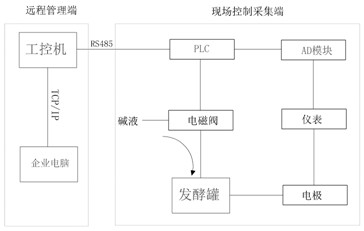 图1 2.1.2主要硬件组成
①工控机:采用研祥IPC-810工控机;
②组态软件:采用 MCGS6.2,512点;
③PLC:采用台达DVP48EH00R2,24DI/24DO;
④AD采集模块:采用台达DVP04AD-H2模块;
⑤通讯模块:采用泓格I-7520通讯模块;
⑥PH值电极、仪表:采用耐高温,发酵专用电极,仪表与电极配套,4~20mA输出;
⑦电磁阀:AC220电源,需耐强碱腐蚀;
⑧固态继电器:DC24V控制/AC220V输出。
2.1.3现场方案
①工控机
工控机放在车间值班办公室,通过RS232/485通讯模块与PLC控制柜进行数据交换,通讯距离理论上在1.2KM,但考虑通讯速度,应尽量减少通讯距离。
②PLC控制柜
PLC控制柜安装位置根据现场情况而定,尽量选择清洁,环境温度低于40度的环境安装。
③PH值仪表柜
安装在发酵罐附近,电极与仪表之间的距离应小于10m,防止电极产生的微弱信号衰减。
④电磁阀
电磁阀安装在原手动加碱阀与空气进气管道之间,电磁阀进口处应安装过滤网,以防止颗粒物进入电磁阀,影响电磁阀工作。
现场图如图2所示。
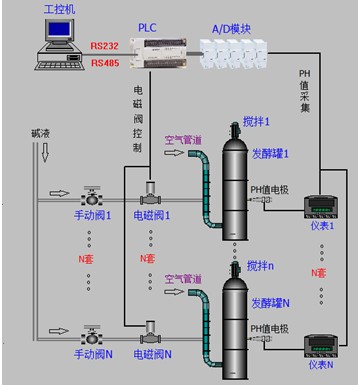 图2 2.2 软件部分 2.2.1工控机主界面 工控机程序主界面如图3所示。  图3
软件主界面反映了所有发酵罐的基本运行数据和状态,运行数据包括:PH值目标值,PH值测量值和发酵罐的启动时间,状态数据包括:运行启停状态,报警状态,手/自动状态,报警禁止/允许状态。
如果要了解其中某个发酵罐的详细运行数据和状态,可以在主界面上点击“进入”,即可进到对应的某一个发酵罐界面,如图4所示。
在此界面上,能详细的反映了此发酵罐的运行数据和状态,包括:
①运行状态指示,报警指示,手/自动状态,手/自动控制按钮,手动加碱按钮,电磁阀开关状态,电磁阀动作次数,历史报警记录。
②批次输入和显示,发酵罐启停时间,启动计时,数据导出,
③PH值测量值,加碱时间系数,循环检测时间设定,PH值目标值设定,PH值上下限值设定。
④PH值历史曲线,PH值实时曲线。
2.2.2界面操作
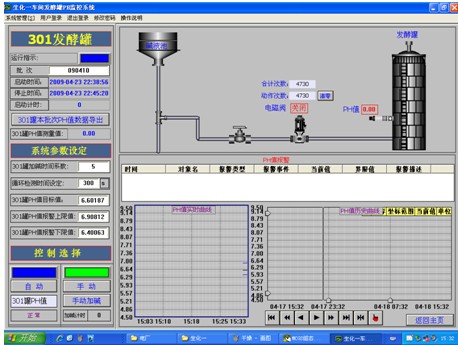
图4
(1)启动操作
①步输入本次发酵的批次;
②步设定系统运行参数;
③步选择手动/自动方式;
④步把PLC控制柜上的选择开关旋到“启动”。
(2)停止操作
①步把PLC控制柜上的选择开关旋到“停止”,处于停止状态时,PLC程序不执行该发酵罐的程序,不能进行手动或自动的加碱。
(3)数据导出
①步在发酵罐停止状态时,点击“**罐本批次PH值数据导出”即可,必须是在发酵罐停止状态时才能导出数据。
(4)手动加碱
①步选择“手动”按钮,再点击“手动加碱”即可打开电磁阀,打开时间在“加碱计时”显示。
(5)自动加碱
①步选择“自动”按钮,系统根据循环时间设定值自动循环检测加碱。
(6)曲线浏览
实时曲线:双击实时曲线,可放大实时曲线以方便查看。
历史曲线:把鼠标移到历史曲线上,可以看到某时刻的PH值。
2.2.3 保护策略
在电磁阀打开过程中,不管是手动加碱还是自动加碱,只要测量值超过了目标值,系统会自动关闭电磁阀,以保护过量加碱。
2.2.4报警策略
当测量值高于上限报警值或低于下限报警值时,系统延时10s后发出声光报警,PLC控制柜的蜂鸣器发出报警声,在软件界面上对应的发酵罐报警显示框变成红色并闪烁。
3 结束语
采用自动加碱后,PH值控制精度为:目标值±0.05,克服了人为手动加碱带来的不定因素,改善了发酵罐PH稳定性,提高了产品的质量稳定性,系统集成了整个车间的发酵罐管理,操作工人只需在电脑旁边,就可以了解和操作整个生产车间每个发酵罐的工作状态,降低了操作工人的劳动强度。
作者简介
肖先忠(1977-) 男 工程师,任职于英伟力新能源科技(上海)有限公司。
|