|
1 ���� ��Щ��ֽ���װ��ҵȡ���˷��ٵķ�չ��һ�����С��ҵ�Թ���ֽ������ֽ��Ϊ������Ʒ��Ϊ��һ��һ�����ʹ��ӡˢ���ۻ�����ʹ�ò������۵�ӡˢ�������۲���ͨ��������ֽ����ʽһ������˹�������ֽ�����ۣ�����Ч�ʽϵͣ���һ��ѡ�ø��١��߾��ȡ�ȫ�Զ�ӡˢ������ͨ��ֽ��ӡˢ���ۻ�ֽ����������С���ֽ�䣬�ϴ���ߴ��ȫ�Զ�ֽ�俪�ۻ��г�������Ӧ�ó�����豸�� ֽ�����ɵ�һ�㹤������Ϊ��ֽ������→ǰԵ��ֽ→ӡˢ→ѹ�߿���→ճ��������→��������乤�������Ͽ��Կ�������������̽ϼ�����ʵ�ָ�Ч�ʣ��������ڶ�������Щ���̷ֿ�������û���γ�һ����������ˮ�����ߣ���������ҵ��������������������ֽӡˢ����Ժ��۲��֣����̵ĶϿ�������Ҫ�˹��ֶ����½�����ֽ�����ۣ�һ�Ŵ����ֽ�峤��Ϊ3m����Ҫ4�������ֽ������˼������Ա�˷ѡ�
��̨�豸Ϊȫ�Զ�ӡˢ���ۣ���ǰԵ��ֽ→�Զ�ӡˢ→ӡˢ��Ϻ��ͳ����ź�1���→�ŷ�ͬ����ֽ→�ź�2���→�ŷ���λ�����۵�→����→����ǰԵ��ֽӡˢ�������豸ʹ��̨��DOPB07S415������4̨��DVP48EH2����2̨��DVP32EH2����2̨��A2 7.5kW�ŷ�2̨��Bϵ��7.5kW��Ƶ��4̨��DOPB07������4̨�������豸����ͬʱ������鿪�ۣ�ÿ�鹲��8�鵶�����Ը����趨�۾����м����{�����ߡ��豸�������п��Դﵽ120m/min��ÿ���ӽ�40�ŵ��ٶ�ԶԶ�����˹���ֽ���۵��ٶȡ�
��ϵͳ����A2�ŷ����ֹ��ܣ���ʱ����ֽ�ٶȲ���ȷ��λ����λ�ã��������ز�����ӡˢ��Ϻ��۲��ֵ��Զ����ơ�
2 ����ϵͳ���
ϵͳ���Ƽ�ͼ��ͼ1.
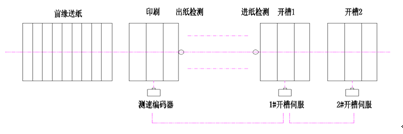
ͼ1 ���ۻ�����ʾ��ͼ

ͼ2 ϵͳ���ƿ�ͼ
��1��ӡˢ���ϼ��
ӡˢ���Ϲ�ʹ��̨��Bϵ�б�Ƶ��������ͨ������������ӱ����������Ϲ�ÿתһȦ�����������2500�����壻���ת�ٸ���ǰ����ֽ�ٶȣ����ٽ��Ѿ�ӡˢ���ֽ�����뿪���豸����ͨ��1#��紫���������ֽ����������Ϻ����������ŷ������������֣�ʹ��̨�����ŷ��ٶ���ӡˢ����ͬ����
��2�����۽�ֽ���
ͨ��2#��紫�������ۻ���ֽ����������Ϻ��ŷ��ٶ�λ������λ�ã��ظ���λ����1mm��
��3������ͬ��
1#�����ŷ���2#�����ŷ�Ϊͬ��������1#�ŷ�����ӡˢ���ϵ���������������ʹ��Bypass��ʽ�����2#�ŷ����ﵽ˫��ͬ��Ч����
3 �ŷ�����ϵͳ�趨
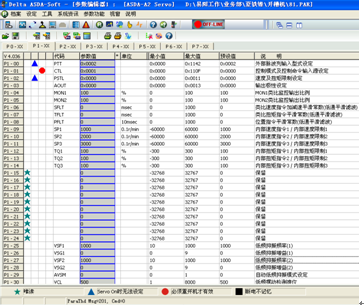
��1�������汾ASDA_Soft V4.05.01����һ��ʹ��USB�����߽���������ŷ�����������������ͨѶ�趨��ѡ��On-Line�����豸ʹ�õ�400V A2ϵ���ŷ��������Ϻ�ȷ������ϵͳ��

ͼ3 ASDA_Soft���ý���
��2���ŷ�����ģʽΪPRģʽ����Ҫ�ڲ����༭�����趨�ŷ��Ĺ���ģʽ�����ӳ��ֱȵȲ�����
ͼ4 �����༭������
��3���������趨
1#��紫���������ش������������������������Ϊ�˱�֤��Ҫ��ķ�Χ���ܹ���ֽ���͵������ᣬ���ֽ��ǰ���ľ���ָ�Ϊ���ϣ���1��Ϊ��������ʹ��������ٶȴ�V0(V0=0)�ﵽV(��������ٶ�)����������������ͬ����ֽ���ͽ������ᡣ��1�ο���������٣�������ֽ�����ǰ������С��2��Ϊ���ƿ����ֵ���������2#��紫���������ش�������ɵ��������룬ͬʱ����Pr��λ������λ�á�
����Ϊͬ����������ͨ��P1-44 ��P1-45�ķֱ�����Ϊ128��10������������Ϊ2500��AB����룬��������ÿ��תһ�ܸ���10000���������ı�Ƶ������A2PC�����ṩ���ٶȽ������ܣ��滮�ü�����������������������ֹͣ���ı��������Եõ�ͼ5�������ߡ�

ͼ5 ������
���߽�����Ϻ�ͨ��P5-88ѡ��ͬ��ʽ�����������֣��������������Զ����������˶���ͨ��PC���������õ����ֵ���������ͼ������ѡ��������ԴΪPulse Cmd������ʱ��ΪDI-CAMON������ʱ��ΪMASTER�ᳬ���趨��λ��ECRD(����)P5-89����ص�ֹͣ״̬��
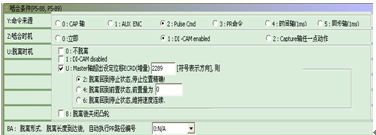
ͼ6 �����ֵ���������
��2#��紫���������ش����������룬ͬʱ���Ŵ���Pr��ɶ�λ���ƣ�Ϊȷ����紥���Ŀɿ��������ԣ�2#��紫���������ŷ�DI7��DI7ΪA2�ŷ���CAPTURE��CAPTURE �ڶ������㣬����Ҫ�趨����������CAPTURE ��������ʱ�Զ���Ч������ON/OFF�����ĵ㣬����ʵ�����ߡ�

ͼ7 ·����ʽ���ý���
ͨ��PC�������������ٶ��ߣ����Կ����Ӷ�����������������Էdz��ĺã����ٶ��������������Tʱ�ٶ����ߴ�����ȫ�ص���״̬������ͼ�����ظ���λ���ȴﵽ1mm��
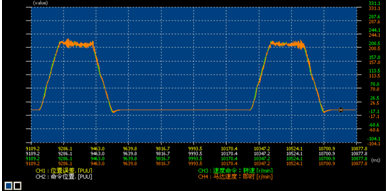
ͼ8 �ٶ����������뼴ʱ�ٶ�����
4 ������
������ȡ����ͳ�Ļ�е�֣����Ƽ���Ŀǰ�����Զ����ۻ�����ʹ�ø��ӵĻ�е������ͬ�����ƣ���е�ɱ��ߣ��ڴ�̨�������Ե�A2�ŷ�ƾ������ٵĴ����ٶȣ���������ͬ������ȫ�����������ᴫ����ϵͳ�����ȶ�����λ���Ƚϸߣ��ɿ��Խϸߣ�����֮��û����λ�������ϵͳ���ܡ����㡢��ݣ����ܿͻ��ĺ�����
�����
�ź� �� ����������ҵ�Ƽ���չ����˾���������ܣ���Ҫ�����������ϵͳ����������о���ϵͳʵ��
|