|
PLC中央单元处理系统、人机对话系统(状态显示及命令下达用文本显示器)、计量泵总成、注料、清洗系统、料液储罐循环系统、制冷冷却系统等组成。
浇注系统由浇注头微电脑程控器PLC、浇注头、搅拌电机等组成。采用针阀注料装置,由计算机PLC控制浇注量,配有螺旋栅齿组合式搅拌头,进行高速旋转搅拌,使聚氨酯料液混合均匀。 加热系统通过高精度温度控制器,控制整个系统温度,使料液在整个循环过程中保持工艺所需的温度范围。 压力监控系统通过高精度数位压力仪表,监控管路料液压力,并实行超压自动报警及保护处理。 PLC中央单元处理系统,控制料液浇注量、测定并显示计量泵转速、原料配比、自动清洗时间、加工状态处理、时时工位信息处理等参数。 人机对话系统,显示及设置浇注量、浇注时间、报警信息显示提示、实时工位信息显示、加工各区段运行状态显示等信息。 计量泵总成,采用特制的光机电装置,将计量泵机械转动信号变为电脉冲信号,通过微机处理,精确测出计量泵每转排量,以“克”为计量单位,提高计量精度,每个料罐均由一套计量系统来精确控制其出料量。计量泵转速采用机械无级变频调速。 注料、清洗系统是由气源三联机、电磁阀、清洗罐、多种阀门、气缸及用户自行配套的压缩机等组成。当浇注头中央程控器PLC发出指令时,通过各种电磁阀和气缸控制浇注头行使浇注动作或对浇注头进行清洗(液洗、气冲)。 料液储罐循环系统,其储罐由优质不锈钢内胆、PU 硬泡层及循环加热导油夹层组成;循环加热油经油箱加热后,经泵输入导油夹层进行循环流动,并由 PU 硬泡层对料液保温,循环冷却水可使料罐温度迅速降低。 制冷冷却系统采用高效的制冷机,提供冷却液来冷却混合头的主轴及主轴与轴承之间由于高速旋转产生的发热,确保系统正常工作并延长浇注头的清洗周期。
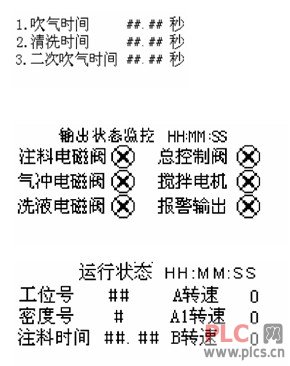
6 控制架构及人性化的控制界面设计 部分画面处理如图2所示。
图 2 部分显示画面
7 控制程序设计与规划 部分程序处理如图3所示。
图3 部分程序处理
8 主要应用市场 适用于汽车行业、工艺品行业、家用电器、PU家具行业、健身器材行业、填充材料、聚氨酯橡胶等行业。 适合生产聚氨酯枕头、方向盘、保险杆、汽车座垫、导流板、仪表板、遮日板、摩托车座垫、自行车座垫、保温材、冰箱、扶手、自成皮、高回弹、慢回弹、玩具类、健身器材、保温层、汽机车座垫、硬质发泡、冷藏库板材、医疗器材、弹性体、鞋底等。
9 结束语 随着材料学的飞速发展,市场对聚氨酯的需求不断的提升扩大,相之配套的聚氨酯发泡机的功能和性能也在不断的提升。结合台达丰富的产品线和优良的产品性能及完善的服务网络,配合自动化产品组成的整体解决方案,以经济的成本、较高的性价比完成客户产品的自动化控制需求。
作者简介: 李得宁,男,出生于1984年9月,毕业于天津科技大学,电气工程及 |