|
介绍三菱的Q定位模块在高速高精度定位系统中的应用实例。 一. 概述 随着现代工业的发展,对于产品制造加工所要求的精度越来越高,特别是在电子工业中,所要求生产加工的精度要求很高,在现代日常生活中,许多日用电子产品的更新换代特别快,所用的研制开发、生产周期特别短,而在此环节中,生产环节就显得尤为重要,所以就对生产设备的要求也就越来越高,生产设备要能够适应多种不同产品的生产,特别是新产品的生产适应能力,还要能够保证产品的精度。在TFT生产中,在基板完成电路印刷等一系列的工作以后有一道工序,就是基板的切割,因为在前道生产根据设备和工艺的要求是一块比较大的基板,在一块大的基板上可能有好多块小的基板组成,这根据制造面板本身的用途来定。如手机面板,目前在生产的一块大的基板上有30到104块不等的小的基板组成,这还要根据手机面板的尺寸来定,如图1所示。经过切割以后,变成一片一片小的基板,如图2所示。从图2可以看出,基板由两层玻璃组合而成,在两层之间有印刷电路,而且在切割的时候上下不是在一条线上,而是成一个阶梯状,在TFT面的A处有印刷电路端子,切断过程中绝对不能碰伤端子。在如图3中所示,A-F中5个尺寸精度要全部达到±0.1mm,并且切断后在基板的边缘不能有毛边,这样就要在切断过程中要很好的控制压力、切入量,根据不同玻璃材质就要设定不同的压力和切入量,另外切断的步骤也是比较重要的,一般都采用的步骤是:①CF面 切②TFT面 剖③TFT面 切④C F面 剖。在现在划线设备中都是采用的多把刀(以前都是单刀作业),一般在5-7把刀,此系统中采用了5把刀,在此系统中刀的切入量和左右运动都采用伺服系统来控制,而且都采用了高速运动,这样能够大大提高工作的效率。   二. 系统组成与工作原理 2.1 系统的硬件组成 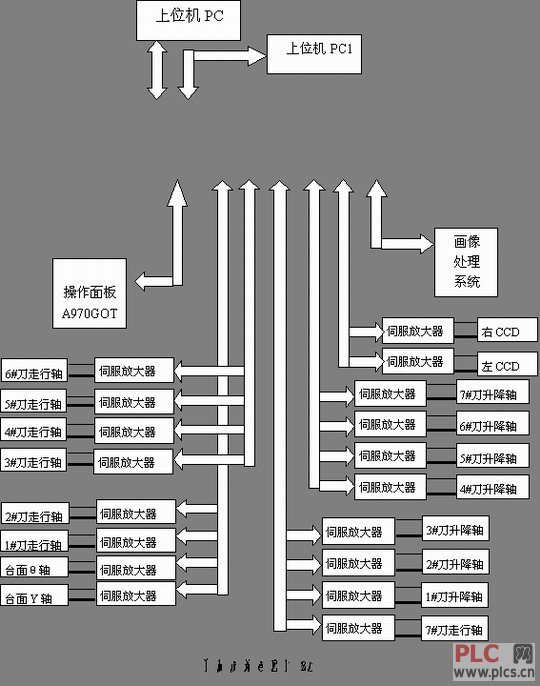 图3是本系统整个控制系统的原理图,本系统采用Q06H CPU为控制单元,QD75D4和QD75D2为伺服系统的定位单元,还采用了两个QJ74C24通讯模块单元,其中一个与人机界面(A970GOT)连接,另外一个和画像处理系统连接,画像系统主要用于Mark点(也就是标记点)的识别,然后产生一个偏差的补正值。另外与QJ74C24相连接的PC1机是系统机械参数、工作参数设定以及切断程序编制的专用机。PC1与PLC之间的通讯使用的是专门的通讯程序软件。本系统的工作方式是采用偏差补正的方式。对于一个新的品种,首先要进行Mark点的识别,登录,MARK点的形状可以随意,但一般采用的是’十’字为Mark点标记,如图4所示,就是画像处理系统对Mark点的认识过程,认识后产生一个偏差补正量,根据偏差量计算出基准位置。  2.2 软件设计  |