|
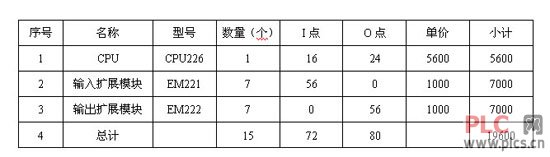
按I=128点,O=75点,另加四台步进电机控制进行配置,考虑到用触摸屏可节约大量的输入点,经初步统计实际I点按约64点配置即可。(其余I点由HMI软元件满足) 下面为SIEMENS的S7200系列PLC的I/O配置表
下面为三菱(MITSUBISHI)FX2N系列PLC的I/O配置表
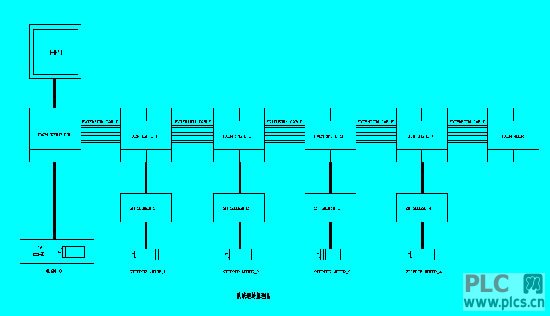
上面比较可以说明,同档次的PLC,基本配置相同I/O时,用SIEMENS所花的费用比用三菱要贵多两倍,当然,对此系统配置来说,问题还远远不如这些,因为用SIEMENS配置需要用14个扩展,已远远地超过了其一个CPU最多只能带7个扩展模块的限制,还有就是S7200系列还没有相应的定位模块,换句话说,用S7200系列的PLC根本无法完成此系统的功能,除非用多个CPU或者用S7300系列才有可能完成此系统的功能,这样费用更高。 反观三菱的PLC系统,只带一个扩展就完成了配置,而且还可以轻松带4个定位控制模块,也不会超出其最大配置的限制。而且,其特有的顺控指令对处理复杂的逻辑关系又是其它PLC不能相比的。 日本公司的PLC产品正是凭借其自身的优点,进入世界各大市场,据有关资料报道,在中小型系统PLC方面,日本产品占据了世界上约70%的份额。而三菱系列的PLC更是占据了国内大部份市场份额。 所以本系统选用了三菱的PLC作为控制系统。 十 系统集成简介 本系统选用日本三菱的PLC为控制系统,下面对整个系统的集成简单介绍: 1 系统结构与控制原理简介 本系统由一个FX2N-128MR-001主体CPU,一个FX2N-48ER扩展模块,四个脉冲定位控制模块FX2N-1PG,一个人机界面(HMI),四个步进马达驱动模块组成。 HMI与PLC直接通过通讯口进行通讯,系统参数的设置以及手动时的各部件的操作均通过HMI进行;FX2N-48ER作为系统的自然扩展,自动识别,直接利用其I/O点;四个FX2N-1PG上与PLC以FROM/TO指令进行数据交换,下输出高速正(或反)脉冲对驱动模块进行控制,完成定位驱动控制。 具体参看如下《系统连接原理图》。
其它辅助控制按加工的工艺要求逻辑进行,不再详述。 2 系统集成配置
本系统实际要求输入点128点,输出点75点,在上面的配置中输出点数共84点,输入点数共84点,不足够的输入点由触摸屏软元件满足,整个系统配置的I/O总数如下:128+48+32(每个特殊模块点用8个I/O点),共208点,没有超过系统最大配置容量256点。 3 输入分配 输入主要分配给必要的行程、位置检测、系统工作方式选择、部分交流马达的驱动与控制等,对于手动方式操作的大多数输入选择(约占输入的80%)通过HMI软元件执行解决。 |