|
HXFA368型条并卷联合机上的各种自动动作的实现是通过用PLC控制电磁阀来实现的,下面是一段对部分动作进行控制的步进程序。 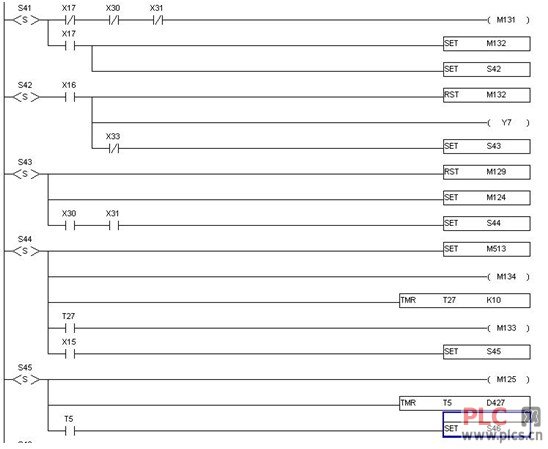
在程序中:
在此界面中通过对打开棉卷夹盘,推棉卷,翻空管一次等触摸键的操作可以实现对相应电磁阀的控制,电磁阀通过对压缩空气的控制来实现压缩空气对气缸活塞的驱动进而实现相应的汽缸动作。在设备的调试过程中调试人员先通过调试设定界面中的触摸键来控制单步动作的执行,然后根据实际操作的需要来调整节流阀,以此实现对气缸运行速度的调节。 |
|
HXFA368型条并卷联合机上的各种自动动作的实现是通过用PLC控制电磁阀来实现的,下面是一段对部分动作进行控制的步进程序。
在程序中:
在此界面中通过对打开棉卷夹盘,推棉卷,翻空管一次等触摸键的操作可以实现对相应电磁阀的控制,电磁阀通过对压缩空气的控制来实现压缩空气对气缸活塞的驱动进而实现相应的汽缸动作。在设备的调试过程中调试人员先通过调试设定界面中的触摸键来控制单步动作的执行,然后根据实际操作的需要来调整节流阀,以此实现对气缸运行速度的调节。 |
摘要:本文介绍了气动控制元件在条并卷联合机上的设计应用,探讨了气动控制元件在HXFA...
介绍 台达机电产品在竹节纱设备上的应用 案例。 竹节纱作为花式纱线的一种,在新面料...
介绍台达自动化产品在经编机上的应用案例。 基本介绍 传统的经编机多为链条式经编机,...
本文介绍台达plc以及其他工控产品在包装机械设备上的应用案例。 摘要:包装机在医药、...
介绍 台达plc 在 自动枕式包装机 上的应用案例 枕式包装机是食品、医药等包装行业中应...
摘要 :低给液在纺织工艺上很常见,也很重要。本文中的喷盘式均匀低给液系统设备全套...
