|
钢筋网焊机控制系统共有30多点输入信号,10多点输出信号,这里选用三菱F1–60R,其I/O点数为36/24。 (2) 软件设计 钢筋网焊机PLC控制系统总程序的流程如图2所示。 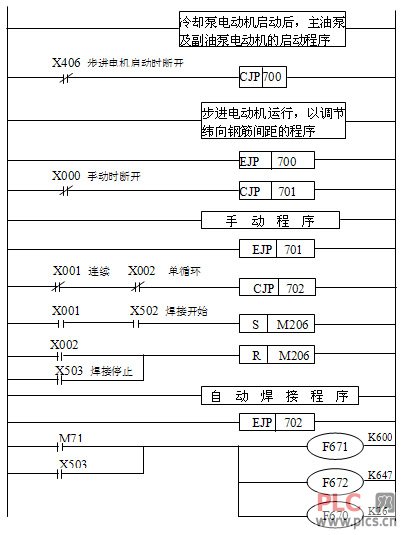 图2 钢筋网焊机PLC控制系统总程序流程图 根据操作方式,钢筋网焊机的PLC控制总程序可分为冷却泵电机,主、副电动机的启、停;纬向钢筋间距的调整;手动程序和自动程序四大部分。 为使油箱、变压器、导电方棒等得到冷却,必须首先启动冷却泵电动机。 纬向钢筋间距的调整用步进电动机来实现。在这里,驱动步进电动机的脉冲由内部继电器M200,M201和M202组成的三相六拍环形分配器供给(用移位指令来实现);用步进电动机正反转控制旋钮X500(SB9)与输出点Y030、Y031、Y032配合,实现步进电动机的正反转控制。步进电动机运动的快慢由脉冲的频率控制,而步进电动机运动的步数由内部计数器控制。 当选择手动运行方式时,则执行手动程序,可进行手动操作,对焊机的每一个动作进行单独的控制,例如:当将选择开关拨向上电极上/下位置时,按下焊接启动按钮,则上电极向下运动;按下焊接停止按钮,则上电极向上运动。 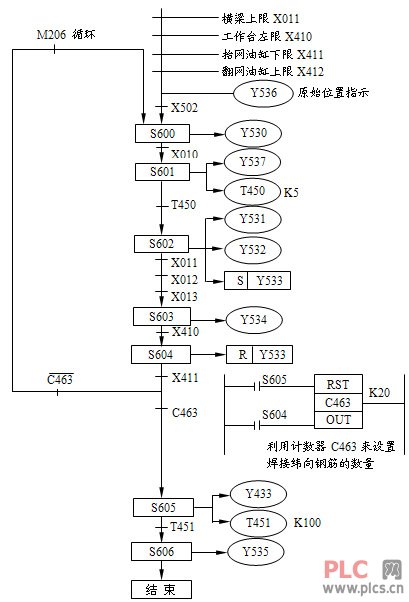 图3 钢筋网焊机PLC控制系统的自动焊接程序流程图 当选择单循环或连续运行方式时,均运行自动程序,但单循环运行方式在自动焊完一根纬向钢筋后,回到原始位置即停止焊接;而连续运行方式则在焊完预先设定数量的纬向钢筋后停止焊接。单循环运行和连续运行使用M206可编程存储单元和RS指令功能来控制自动程序的执行过程。若在连续操作方式时,按下焊接开始按钮即置位M206,则自动程序连续循环预先设定的次数后(即焊完一张钢筋网后)停止;若在单循环操作方式时,复位M206,则自动程序执行到焊完一根纬向钢筋后停止。 由于篇幅所限,在此只介绍自动焊接程序流程图,如图3所示。 4 结束语 投入较低的成本,基本不用改动液压系统,使改造后的整套设备结构紧凑,运行稳定可靠,控制焊接和操作方便,提升了自动化水平,降低了劳动强度,产生了良好的经济效益。当今世界,科学技术日新月异,产品更新换代的周期越来越短。就拿钢筋网焊机来说,其自动化程度越来越高,操作更直观、安全,很少的人就能完成大量的工作。今后,它将朝着钢筋矫直、焊接、定尺切网、翻网、叠网有机结合成为一体的方向发展。 |