|
介绍三菱CC-Link在TFT制造业中的应用案例。
一.
随着现代工业的发展以及自动化程度的不断提高,对于一些中大型的控制系统提供了很大的方便,不仅能使控制变的容易、而且使得操作变的更加简单。在TFT制造业中,一些工作必须由特定的设备去完成,如液晶洗净工程,以前我们在液晶洗净工程系统中采用的是单一的PLC和一些开关的控制,使得系统的线路比较复杂,而且不是很稳定,容易出现故障,在解决故障时也不是很方便(由于线路的复杂和报警监视系统的缺陷),而且操作也不方便,再功能方面也不够完善,很多事情还得由人工去完成,如洗剂的糖度、PH值、纯水比抵抗值,废液的排放等。这样不仅工作效率底,而且有时很容易出错。后来我们想到采用CC-Link和人机界面进行改造,使得系统 控制和线路都变的很简洁,操作也变的非常的简单,整个系统的稳定性也很好,而且增加了系统故障监视系统,出现故障能够及时的反映出来,系统比较容易保养、维护、维修。另外,采用CC-Link和人机界面使得系统的扩展性加强,而且容易进行分散控制。在液晶的洗净工程中比 较适用。该系统主要有四个部分组成,及装载部分、主体部分、卸载部分、废液回收部分。装载部分主要是将产品装载并且将它传送到设备的主体部分,然后由主体部分用超音波和洗剂对产品进行清洗、烘干。主体的清洗部分也分三个部分,首先是用洗剂清洗,然后用纯水冲洗,再用纯水泡洗。液回收部分主要是回收废的洗净液。该系统比较分散。如用单一的PLC会使得线路很繁杂,控制面板也是非常的杂,控制开关需要很多。现在 的控制面板如图1所示。该系统的动作部分主要有传送部分、摇晃部分、液循环部分、精确加热控制部分、热循环控制系统、废液回收系统。系统共采用了27个电机,基本都采用了FR-500变频器控制。系统总共用了600多点输入、输出点(包括备用点)。
二.
整个系统采用了三菱A系列的PLC和GOT人机界面以及16个远程I/O模快组成。系统图如图2所示。
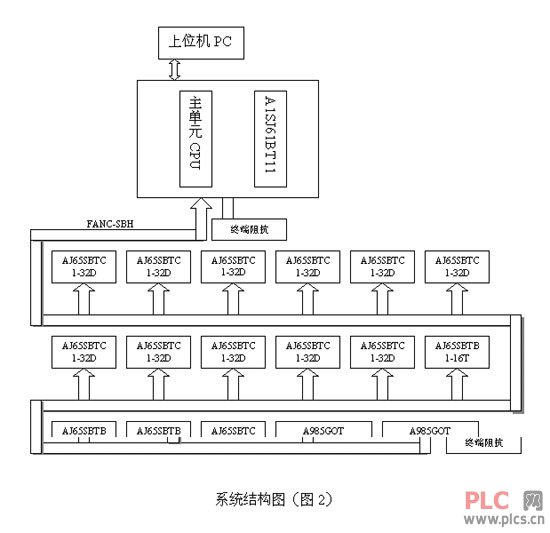
以上是整个系统的控制图。我们采用了A1SJ61BT11为通讯单元和CC-Link专用电缆FANC-SBH构成一个通讯网络。在电缆的两端要接终端抵抗。我们采用SW1D5-CCMAP可以直接将通讯程序产生出来。程序比较简单,也可以自己写。采用CC-Link连接,主局一台CPU对应连接远程I./O单元,远程节点单元,本地局单元最多只能连接64台, 如在一个系统中全部连接远程I/O单元可以连接64台及远程输入,输出2048点,全部是远程节点单元只能连接42台,若全是本地局或待机主局至多连接26台。在CC-Link系统中可以连接的设备除上面所提到的以外还有定位单元,RS232InterFace 单元,GPP机能用周边设备增加单元,FX系列的PLC,T分支单元,AC servo,以及电磁阀,感应器,指示计,温调计等等。
三: 技术性能和特点
1. 为了使改造后的系统能适应各种的动作要求和技术要求,设计时考虑到了这一点,如对于不同的产品的超音波的频率不一样,摇晃的频度和幅度不一样,清洗的时间不一样等等。这些都可以改变变频器参数或系统的参数来改变系统运作情况。
2. 系统采用CC-Link,使得整个系统的配线非常简单,维护和维修起来也非常的容易进行。
3. 系统采用了人机界面,使的控制面板显得非常的简洁,而且专门为系统增加了报警监视系统,在系统出现错误或故障时,能够及时清楚的反映出来,这样,在系统出现故障时,就能够快速的恢复系统的正常运转。
|