|
4 PLC控制功能设计 PLC程序是实现整个系统功能的核心,设计内容较多,下面主要介绍生产设备的起停联锁逻辑控制和破碎机恒定负荷控制。 4.1设备起停联锁逻辑控制 碎矿设备控制具有以下特点:逆流程起动,即先起动4 # 皮带机,最后起动重板给矿机;顺流程停机,即先停重板给矿机,最后停4 # 皮带机,并根据皮带速度、长度加以延时间隔,以免发生堆料的现象。为保护设备及人员安全,还需要满足较为复杂的联锁关系:①当皮带机、振动筛、圆锥破碎机、颚式破碎机中任一设备发生非正常停车或严重故障时,立即停止上游设备的运行,下游设备保持原工作状态不变;当重板给矿机、除尘器和除铁装置等辅助设备发生故障跳闸时,只向主控室发出故障信号,而不中断系统的运行;②重要设备如圆锥破碎机等受到监测的轴瓦温度、电机负荷电流和稀油站工作参数信号也参与联锁,在信号超限时自动停机,以防止设备受损;③根据皮带机系统的故障性质,进行紧急停机、顺序停机或发出声光报警;④在监控站画面上及操作台都设有“紧急停止”按钮,当出现重大险情和故障时,操作“紧急停止”按钮能立即停止全线设备。 系统从安全可靠、灵活高效的原则出发,设置3种控制方式:①计算机控制方式,正常生产时使用,操作员在监控站画面实现设备联动或单动;②操作台控制,是保留系统原来的操作方式,作为监控站失效时的备用;③就地控制,可以用机旁电气开关实现设备的起/停,满足设备检修、试车、紧急事故处理的需要;在PLC柜上设有转换开关和转换预置按钮,可在3种控制方式间进行任意转换。 通过对上述控制功能和PLC各个输入输出信号的仔细分析,确定出单台设备的控制逻辑,利用西门子STEP7编程软件编写出梯形图(LAD)程序,见图1。其中,K为控制设备起/停的PLC输出信号,Y为启动逻辑信号,T为停止逻辑信号,由以下信号按一定逻辑关系产生:L ,与该设备有联锁关系的其他设备运行状态;S1,上台设备启动后延时触发信号;S2,转换开关处于计算机控制方式;S3,监控画面单动/联动方式选择按钮,“1”为联动,“0”为单动;S4,监控画面单动按钮;S5,控制方式预转换按钮;S6,转换开关状态,为“1”表示处于就地控制;S7,设备正在运行状态,是中间继电器信号;B1,联动停止信号,由上台设备停止后触发产生;B2,监控画面停止按钮;D1,预转换过程结束信号,“1”表示转换结束,由定时器延时触发;B3,监控画面紧急停止按钮;B4,操作台紧急停止按钮;S8,与该设备存在联锁关系的其他设备运行状态;S9,该设备PLC控制输出状态,为“1”表示PLC控制线路接通。 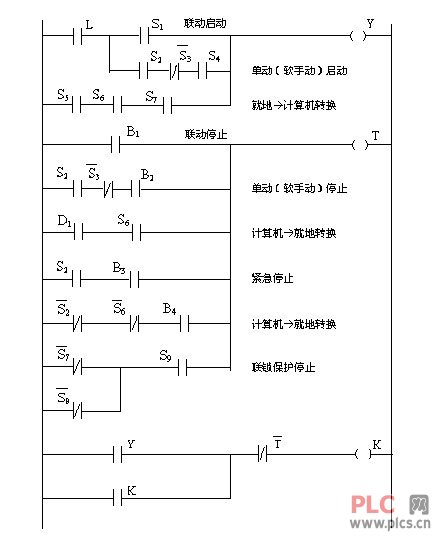 图1 单台设备起/停控制梯形图 4.2 破碎机恒定负荷控制 Nordberg HP 圆锥破碎机是本次项目改造中的关键设备,为使其稳定在最佳工作负荷状态,达到最大处理能力,采用恒定功率控制方式,以主传动电机的功率(电流)作为被控参数,通过变频调速,动态调整给矿皮带给矿量的大小。经实验分析发现,若仅以电机功率作为被控参数构成单回路控制系统,由于给矿皮带的传输需要一定的时间,即存在纯滞后,当给矿量扰动发生后,将导致调节作用大大滞后,且易发生振荡,系统动态品质难以保证。为了克服系统的纯滞后,决定采用串级控制:在给矿皮带上安装电子皮带秤,以给矿量为副参数,主传动电机的功率为主参数构成串级控制系统,见图2。 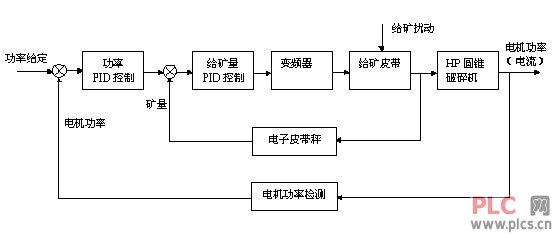
|