|
介绍三菱plc FX0N在硬盒香烟包装机上的应用。 一. 概述 硬盒香烟包装机是一台由1万多个零部件组成的高度自动化的生产机械 (见图1)
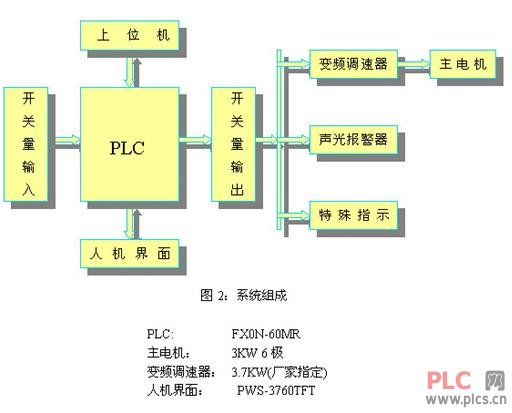
自90年代初开始,我公司就已经为国家烟机总公司指定的唯一一家生产厂配套制作以三菱PLC(当初使用F1-60MR)为核心的电器控制系统,实现了整机控制国产化。 近十年来,随着生产工艺的不断改进,香烟市场的不断变化,为了适应市场经济的发展需要,主机生产厂家在提高和完善机器性能的同时又开发出了许多新的品种机型。除常见的20支包装的香烟外(盒内按7,6,7支三层排列),双十支扁盒,双8支扁盒型,以及高速机型等等。而PLC控制系统在灵活适应这些变化的同时,也把新的技术新的性能应用到所开发的产品中。如反映生产流程的显示系统,由最初的单片机模拟显示盘,改为彩色CRT显示,然后又发展到当前的人机界面多功能显示器。利用PLC的通讯功能和高级指令把上位机PLC及显示器联接成一有机整体。因此产品受到用户,特别是操作工人的欢迎。数百台此类包装机工作在全国几十家大中小型卷烟厂的生产线上。 二. 系统简介 1.系统方框图(图2) 控制系统由三菱PLC,三菱变频器,三菱人机界面,I/O接口等部分组成。
2. 机床对控制系统的主要工艺要求 ⑴ 主电机平滑起动,无级调速,运行速度为120-140包/分(约为38-40Hz)。点动速度15-20Hz。 ⑵ 低速时有转矩提升,快速制动。 ⑶ 机床可以长期运行,要求安全可靠。 ⑷ 机床润滑系统的注油电机每2小时自动注油5秒(时间可调),也可手动加油。 ⑸ 干燥鼓两侧电热丝(2*360W)恒温加热,控制精度 50±0.05度。 ⑹ 发生故障时,应该能够显示故障名称以及发生的部位。 ⑺ 由于各种原因造成的不合格产品(烟包),应该在同一指定工位准确剔除。 ⑻ 对不合格烟包的处理及停机故障应该区别以下情况。 ① 油位低,离合器过载,挤烟等15种故障发生时必须立即停机。 ② 烟支空头,滤咀缺少等故障造成的不合格产品不停机,只发出声光报警信号,到指定的工位将其剔除。 ③ 铝纸漏装,内衬漏装等故障造成的不合格产品,需要立即停机,但可以点动运行并在指定的工位将其剔除。 3.控制方案的实现 当车间工人把84毫米长的过滤咀香烟码放在烟库内并起动机器,机器就以每分钟120-140包的速度生产出按一定规律排放好的硬盒香烟,然后封装好透明纸贴好金黄色的拉线。尽管机器的生产速度很高,工艺动作要求复杂,只要充分利用 |