|
一、 概述
电容器金属化膜卷绕机采用先进的伺服系统作为其驱动装置,真正实现了定位准确,稳定可靠的技术要求。 二、 工艺简介 首先恒定张力能根据各种工艺进行设定(有数字、指针两种显示),并采取数控系统,伺服系统使张力在整个卷绕过程中保持一致。卷绕过程由慢→快→慢→停。设定之后均可自动完成,并且速度快,圈数准确,容量误差小。也可根据卷绕需求独立调整各阶段快慢。具有记忆功能,所存数字不丢失。 三、 设备组成 金属化膜卷绕机由压置滚轮、支撑滚轮、第一滚轮、第一清除滚轮、第二滚轮、第二清除滚伺服系统,电机,和工控机等构件所组成,其中成对的支撑滚轮的一侧设置压置滚轮,而其另一方设置第一滚轮及第一清除滚轮,又另一对支撑滚轮的一侧设置压置滚轮,而其另一侧则设置第二滚轮及第二清除滚轮,该第一滚轮与第二滚轮是圈绕同一铝箔带,而且该铝箔带经过圈绕路径即可翻面。 四、 控制线(CN2)接线图与伺服参数设置 1)控制线(CN2)接线图 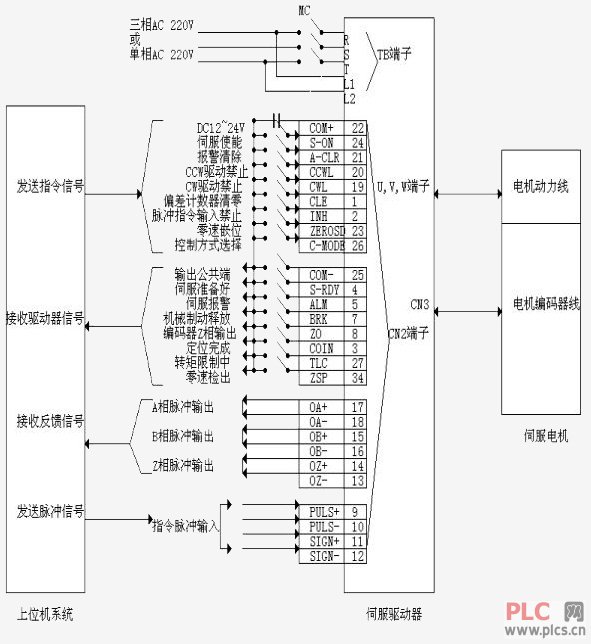 2)参数设置说明: X轴和Z轴: P4=0(控制方式选择,0:位置控制); P11=4200(位置环增益,范围500—8000); P12=10 (位置环速度前馈,范围0——100); P13=2000(位置前馈滤波时间常数,范围0——8100); P31=25(输入指令脉冲倍频分子); P32=1(输入指令脉冲倍频分母); 注:电子齿轮比=PA31/PA32==Ppulse / P 其中Ppulse :电机每转脉冲数,指电机旋转一圈电机反馈元件反馈的的脉冲数(脉冲/圈)。如2500线的增量式编码器,其反馈到驱动器的脉冲数为2500×4=10000; P:指要使电机旋转一圈伺服所需接收的上位机指令脉冲数(脉冲/圈); 五、 调试与注意事项 1)、调试步骤: A、正确接好电机动力线(U、V、W、PE),编码器线(CN3),电源线(L1、L2、R、S、T),根据要求接好上位机控制线(CN2); B、低速空载运行一下电机,看电机方向和上位机接收的AB信号是否正确(可通过调节PA26、PA27参数来改变电机方向); C、根据要求设置好伺服驱动器的电子齿轮比(PA31/PA32); D、完成上述步骤后,再运行一下电机,看电机声音是否正常,电机刚性是否满足以及响应时间;(可通过调节:位置环参数PA11、PA12、PA13;速度环参数PA14、PA15;电流环参数PA38,PA41)。 E、调节后试做一样品看是否满足要求,样品不是很满意时可重复D步骤,直到加工出的样品满足要求。 2)、注意事项: A、接动力线(U、V、W)时,一定要一一对应接到U、V、W端子上。不能通过改变U、V、W相序来改变电机方向,可通过调节参数来该变电机方向。 B、接控制线(CN2)时,上位机系统和伺服一定要有一端接屏蔽线,避免外界对控制信号的干扰。 C、布线一定要合理,交直流电源要严格分开,控制线要与电机动力线、电源线严格分开。 3)、结果:经过客户的试用,加工出来的产品都符合客户需求,各项指标都达到要求,同时还提高了生产效率。 六、 故障与排除方法 1)故障:上位机一给信号电机就跑飞了,驱动器出现09号报警; 排除方法:检查电机动力线(U、V、W)相序是否接错,查看驱动器PA9(电机型号选择)是否设置正确。 2)故障:出现27号报警 排除方法:查看电机编码器线(CN3)是否松了,固定好后再试。 3)故障:上位机发送脉冲,电机不运行 排除方法:查看控制线(CN2)中的信号线是否接错,查看伺服驱动器PA64看是否设置正确,驱动器内部使能(PA64=64),上位机使能(PA64=0)。 4)故障:运行过程中出现01号报警; 排除方法:过载保护,在机械没有卡住的情况下,看 PA48和PA81(过载倍数)是否设置过低,可以相对把PA48设置高些。 七、 总结 电容器金属化膜卷绕机充分结合了东能伺服EPS2系列的响应快、定位精确,运行平稳及电机运行声音小等优点,从而很好满足客户对电电容器金属化膜卷绕机的要求,使客户达到最大满意度。此设备向客户充分展示了东能伺服的优势,同时也提高电容器金属化膜卷绕机在市场上的竞争力。 |