|
一、 引言:陶瓷业印花机的主要作用是将半成品瓷砖砖坯经过施釉后,在砖坯上印上各式各样的图案,以利于砖坯的进一步处理。印花工序的高效和稳定直接影响着生产进度和效益。目前,国内的印花机大多是由单片机控制,配合变频器调速完成全部工作。本改造方案中的印花机使用多年后故障明显增多,由于单片机抗干饶能力弱,对技术员的要求高,故决定对其进行改造。
二、 解决方案
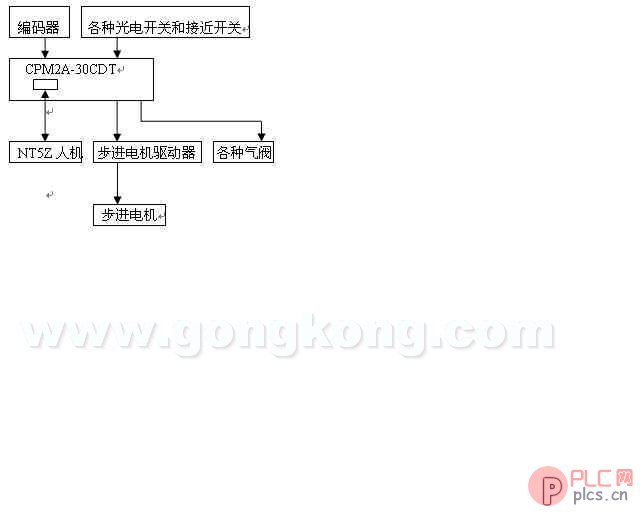
可编和序控制器(PLC)近年来发展极为迅速,应用面极广,它具有功能齐全、便用方便、便于维修、可靠性高、抗干饶能力强等特点,在各行各业得到广泛应用。本文正是基于以上背景,在原有设备基础上,去掉单片机控制板,新增omron CPM2A可编程序控制器和omron nt5z人机界面各一台,利用PLC控制,完成印花机刮刀动作、网板的升降、砖坯的进、出和几个气阀的控制任务。人机界面的作用是对设备的运行进行监控、显示和修改参数,发送控制命令以及对报警的显示处理等。
本方案采用omron cpm2a PLC,输出形式为晶体管型,配合外部人机界面和变频器,搭建控制糸统,具有可靠性高、使用和操作方便、外围设备少、抗干饶能力强等特点。
三、 控制要求及性能
1、手动操作:能在手动状态令步进电机进砖、网板升降、印花刮刀进退等动作,以利于检查机械传动机构是否正常工作;当需要手动擦拭网板时,只要在人机界面上按下相关按钮就可实现。
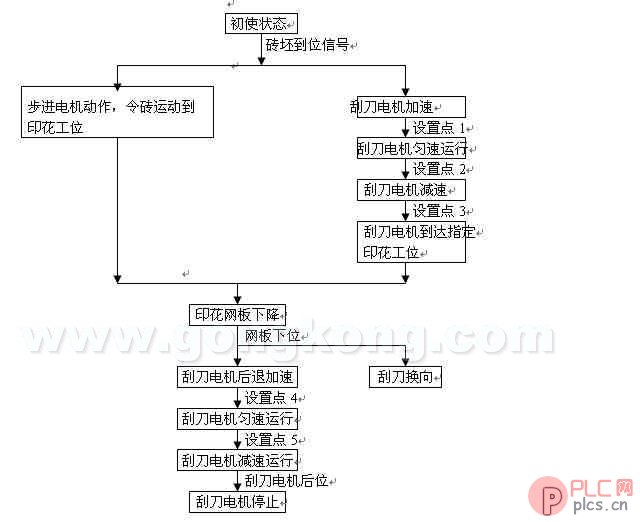
2、自动状态:设备在正常状态,处于初始位置,当检测到砖到位信号后,启动步进电机进砖,把砖坯输送到印花工位;同时令刮刀电机动作,把釉料均匀分布在网板上。进砖完毕及刮刀动作到印花工位,网板下降、刮刀电机匀速后退,完成印花的一个循环。
3、变频器:在印花过程中,通过调整变频器速度以获得最佳印花效果。
4、步进电机驱动器及步进电机:为了减少砖坯运行过程中的误差,使用了PLC的脉冲加减速功能,使砖坯实现平稳定位,准确停留在印花工位。
5、人机界面:应能在人机界面上显示各相关参数,可以修改砖坯设定尺寸、步进电机加减速曲线、刮刀电机加减速曲线以及启动和停止印花机。当刮刀电机过载、变频器报警、印花机运行中异常,均能在人机界面上显示出来,方便维修人员快速查找故障。
四、 糸统组成
(一)糸统组成图如下:
(二)糸统设计
1、流程图
2、I/O点分配
输入点:
000:高速计数输入
001:空
002:空
003:网板下位接近开关
004:刮刀后位接近开关
005:砖坯到位检测光电开关
006:变频器报警输入
007:外部电源正常信号输入
输出点:
1000:高速脉冲输出
1001:空
1002:步进电机FWD方向
1003:刮刀前进
1004:刮刀后退
1005:刮刀减速
1006:刮刀气阀
1007:网板升降气阀
1100:擦拭网板长升降气阀
3、应用程序
1)高速计数器:本糸统中,编码器采用增量型,每转发出100个脉冲。在PLC的糸统设置中,设置高速计数器工作模式为:递增,软件复位。采用计数-查看中断方式实现位置判断。在对高速计数器的初使化过程中,应手动令刮刀电机运行一个行程,取得刮刀运行一周需要的总脉冲数,并把总脉冲数存在HR5、HR6通道中,为以后的刮刀运行加、减速位置叛断提供依据(如下图)。图中HR200为手动运行使能触点,仅在花机第一次运行中动作。



2)高速脉冲输出:设置脉冲0的当前坐标糸统为相对坐标糸统。有本方案中,使用带有梯形加、减速曲线的脉冲输出方式,使砖坯准确到达指定印花工位。在初使化程序中,设置好输出脉冲总数、脉部的启动频率和加减速变化率。(如下图)


3)人机界面:设置NT5Z通讯方式为:RS232C,通讯格式为:9600,E,7,2。设置人机界面的站号为0。以上设置必须与PLC的设置相对应。人机界面设计有三个画面,一个是自动运行画面,第二是参数修改画面,第三个是报警显示画面。
自动屏:该屏可以启动印花机,可以切换到手动屏和参数屏。还能监控输入点和输出点的动作状态。在该屏底部设置有一个走马灯,当印花机出现故障后,故障信息会从右至左显示出来。(如下图)
手动屏:在该屏,可以手动运行各气阀和步进电机,调整各机械机构性性能。(如下图)
参数屏:在该屏,可以设置各参数,方便操作人员调整印花工艺。通过设置砖尺寸获得步进电机的总行程,通过设置步进电机初速度、终速度、加速度,可以获得完美的步进电机运动曲线;通过设置第一、二、三、四角度点,可以获得刮刀的运动曲线,使刮刀平稳的运行(如下图)。
五、结束语
本方案提出了使用PLC、人机界面、步进电机对印花机的改造方案。用PLC搭建的控制糸统,不仅实现了对印花机的自动化控制,提高了糸统可靠性和抗干饶能力,而且降低了设备的维修费用,打破了制造厂家的技术垄断,降低了对技术人员的要求。因此,该糸统具有一定的推广价值。本糸统只是对PLC、人机界面、步进电机搭建糸统的初步探讨,在此设计基础上,还可以使用伺服电机作为皮带的驱动,实现更加优良的定位效果。此外,还可以增加DA模块,取代变频器的多段速功能,实现对刮刀电机的无级调速。
参考资料
《CPM1A-2A-2AH-2C编程手册》
《三菱FR-E540变频器用户手册》
《可编程序控制器应用应用技术与设计实例》人民邮电出版社 高钦和主编
作者单位:广东省唯美陶瓷有限公司
地址:广东省东莞市高步镇塘厦村
|